5 - Bonne orientation du corroyage
Les pièces métalliques forgées présentent un fibrage qui leur confère des propriétés mécaniques anisotropes.
Dans le cas des métaux,le fibrage est le résultat d'un écrouissage subi par une pièce obtenue par déformation plastique (Estampage, matriçage, extrusion...).
Le fibrage est l'association des phénomènes suivants :
Alignement d'inclusions (inclusions dures)
Allongement d'inclusions (inclusions ductiles)
Fragmentation des inclusions dans une direction
Allongement des grains : orientations des grains ou texture cristallographique
La structure interne du métal est conditionnée en "fibres" qui sont orientées en fonction des sollicitations prévues pour la pièce finie. Ce fibrage confère des caractéristiques mécaniques particulièrement élevées aux pièces forgées. Des "fibres" orientées au cours de l'ébauche s'appellent CORROYAGE. La création du corroyage cause l'anisotrope du matériau.
Le corroyage : qui par la compression et la déformation de la matière, enraye la formation de défauts internes qui pourraient nuire à l'homogénéité des pièces à cœur, telles que les bulles ou inclusions.
Le fibrage du métal : la structure interne du métal est conditionnée en fibres suivant le fluage de la matière et les contraintes appliquées sur la pièce. Le fibrage donne à la pièce forgée de meilleures caractéristiques dans ces directions, notamment une meilleure tenue à la fatigue (c'est-à-dire aux efforts alternés et répétés).
En forgeage :
La matière première utilisée avant forge possède déjà un fibrage longitudinal (barres de métal), qui est encore renforcé lors de l'opération de forge.
Seule la forge garantit la cohésion interne du métal et améliore ses caractéristiques mécaniques grâce à l'orientation des fibres de la matière.
La difficulté de fabrication en forge est particulièrement liée au type de matière première utilisée. La forge de titane ou la forge d'inox, par exemple, sont complexes, car ces matières sont abrasives et fluent difficilement dans l'outillage, ce qui a pour conséquence de créer rapidement des défauts et d'abîmer les gravures des outils.
Pendant le processus de forgeage, le métal est mis en forme par les moules de l'ébauche. Les impuretés métalliques fragiles ont été brisées. Ces impuretés se concentre comme les brisés granulaire ou les chaînes de distribution vers la direction d' allongement principal du métal.
La bonne orientation confère à la pièce estampée un maximum de résistance en service.
Le fibrage rationnel améliore le compétence mécanique de la pièce.
Inversement , si les lignes de flux ont des défauts (tels que le flux de turbulence à travers les lignes de flux de métal), les propriétés mécaniques des pièces forgées vont diminuer.
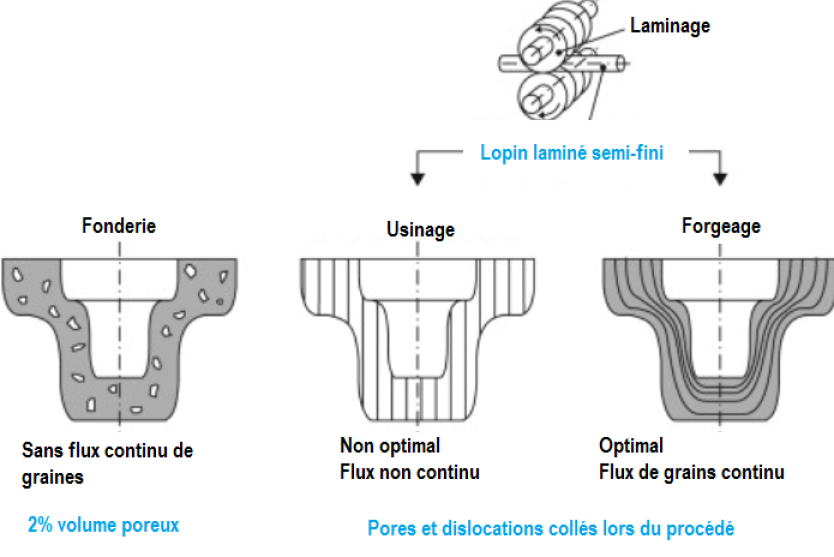
En fonderie :
la matière première est coulée dans un moule.
la structure de la pièce est donc atomique et sans orientation interne particulière de la structure du métal.
le processus de fabrication en fonderie est susceptible de créer des bulles, des impuretés ou des défauts de coulée au niveau de la structure interne des pièces
En usinage :
la matière première brute est fibrée dans le sens longitudinal (étirées ou laminées).
le fibrage du métal est sectionné, ce qui amoindrit fortement les propriétés mécaniques du fibrage.
en usinant une pièce d'ébauche forgée que l'on atteint les meilleurs compromis entre caractéristiques mécaniques et précision.
Le fibrage traduit toujours une anisotropie des propriétés mécaniques de la pièce et permet de visualiser l'écoulement réel (la déformation) de la matière. Il peut être expliqué par l'association des deux phénomènes suivants :
Alignement d'impuretés (particules de carbone sous forme de graphite).
Orientation des grains de la matière (orientation de la "structure métallurgique") dans la direction de son écoulement.
Le corroyage provoque un resserrement et une réorientation, dans une ou plusieurs directions privilégiées, des cristaux du métal par l'action d'un travail de déformation, quelle que soit l'opération de forgeage qu'il subit. Le corroyage se mesure par un coefficient, le taux de corroyage T, qui est le rapport de la section initiale du lopin S0 à la section finale S : T = S0 / S.
