4 - Forgeage à froid des pièces massives
Le forgeage à froid se fait à une température T(°K) < 0,3*Tfusion dans lequel un lopin est inséré dans une matrice et est frappé à température ambiante.
Comme les taux de déformation par friction sont très élevés la pièce peut atteindre une température maximale de 250°C.
Ce procédé à froid exige des matrices à haute résistance en acier extrêmement robuste.
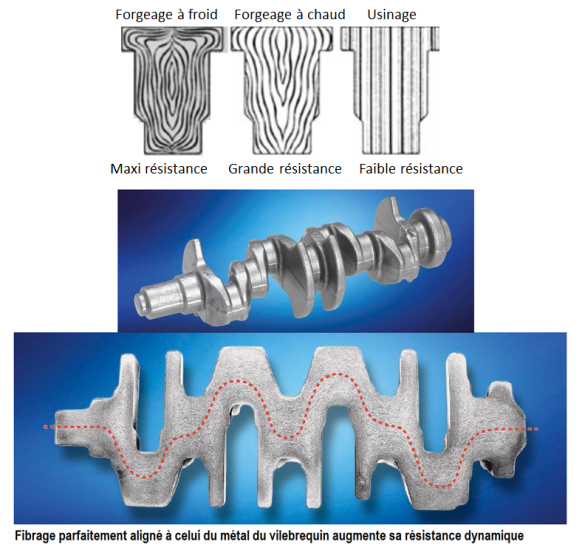
Il permet d'empêcher la croissance du grain et un fibrage parfaitement aligné donc une surface robuste et résistante (voir figure ci-dessous).
PROBLÈME : Le principal problème lié à ce procédé est le grippage qui peut être résolu à l'aide d'une préparation de la surface par phosphatation.
Dans ce cas, un traitement préalable consiste généralement en un traitement thermique destiné à un conférer une microstructure présentant des possibilités de déformation plastique les plus élevées possibles :
diminution de la limite élastique
augmentation des capacités d'allongement et de striction
Par exemple pour un acier, le traitement est un recuit de globulisation de la perlite (traitement permettant la réduction de la dureté ou la modification de la structure des grains de l'acier pour la rendre fine et la plus régulière possible).
BUT : Le recuit consiste, après chauffage à une température légèrement inférieure à 723 °C, à maintenir l'acier à cette température pendant un temps plus ou moins long, puis à le refroidir lentement de manière à obtenir une coalescence poussée de la cémentite, de façon qu'il soit dans un état aussi doux que possible et exempt de contraintes.
Le forgeage à froid provoque un phénomène d'écrouissage. L'écrouissage conduit à :
une augmentation de la dureté et de la résistance à la traction
une diminution des capacités d'allongement et de striction.
L'opération doit être interrompue lorsque l'aptitude à la déformation du matériau est devenue insuffisante.
Un traitement de recuit permet de rendre au matériau ces capacités de déformation et une nouvelle opération de forgeage peut avoir lieu.
Caractéristiques techniques :
Matériaux:
Acier
Métaux lourds non-ferreux
Acier inoxydable
Barres rondes ou rouleaux de fil
Alliage d'aluminium
Équipement:
Presses mécaniques
Presses hydrauliques
Formes et tolérances :
Tailles maximales
Tolérances serrées comprises entre 0.2 mm et 0.75 mm
Classes de tolérances comprises entre IT 7 et IT 11
Rugosité des finis de surface Rz =20 μm

Avantages du forgeage à froid :
Haute précision
Économique
Taux de production élevés
Longue vie à la vie
Inconvénients du forgeage à froid :
Seules des formes simples dans des volumes élevés peuvent être forgées
Faible ductilité
Contrainte résiduelle
